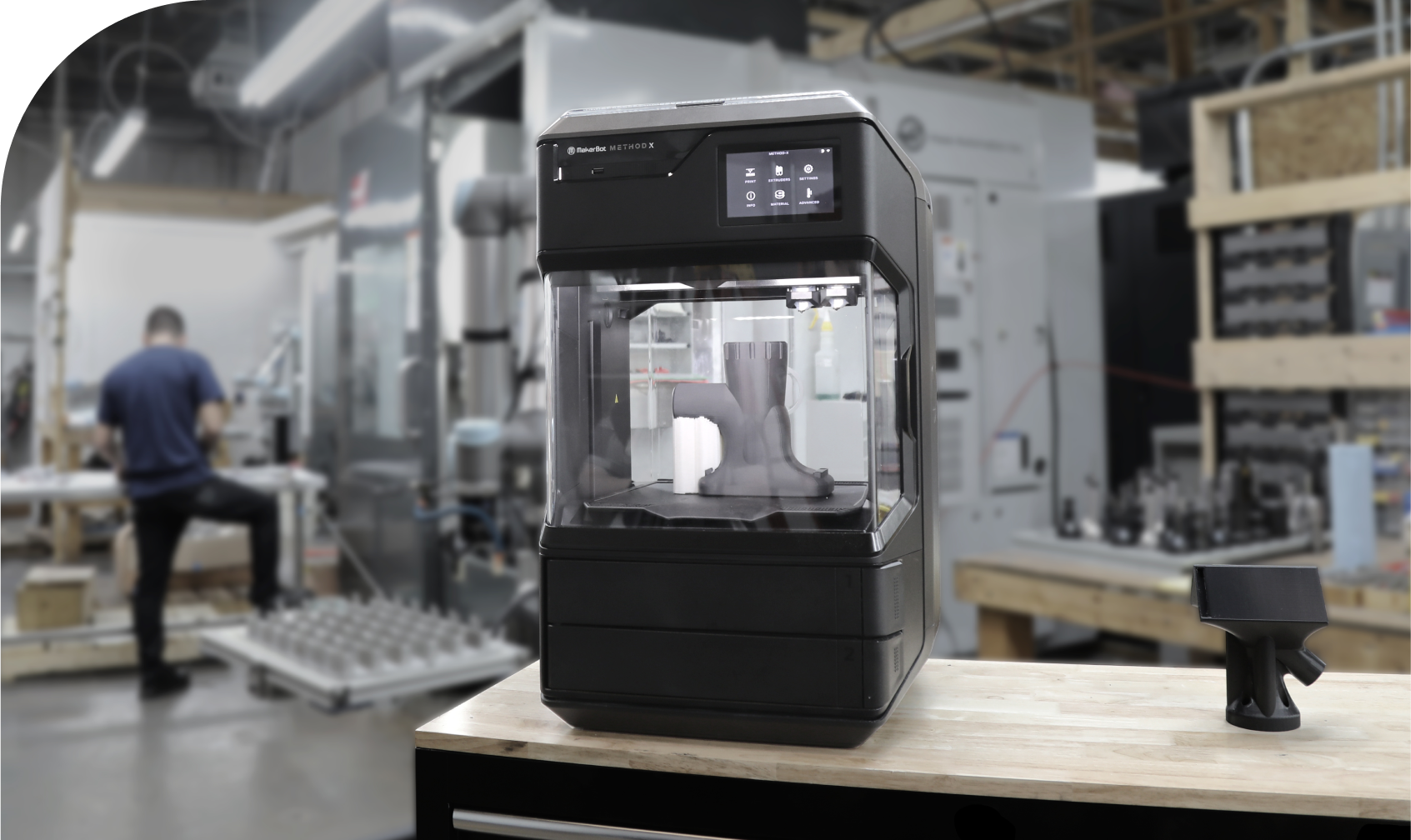










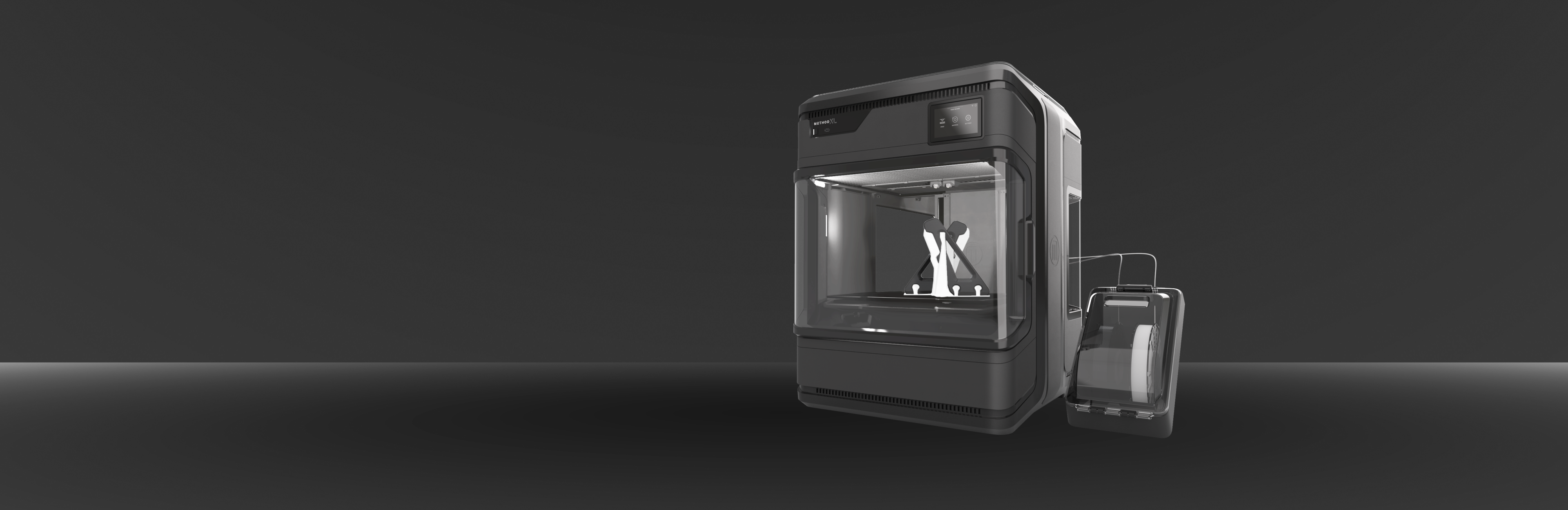

3D print with ease. Innovate without limits.
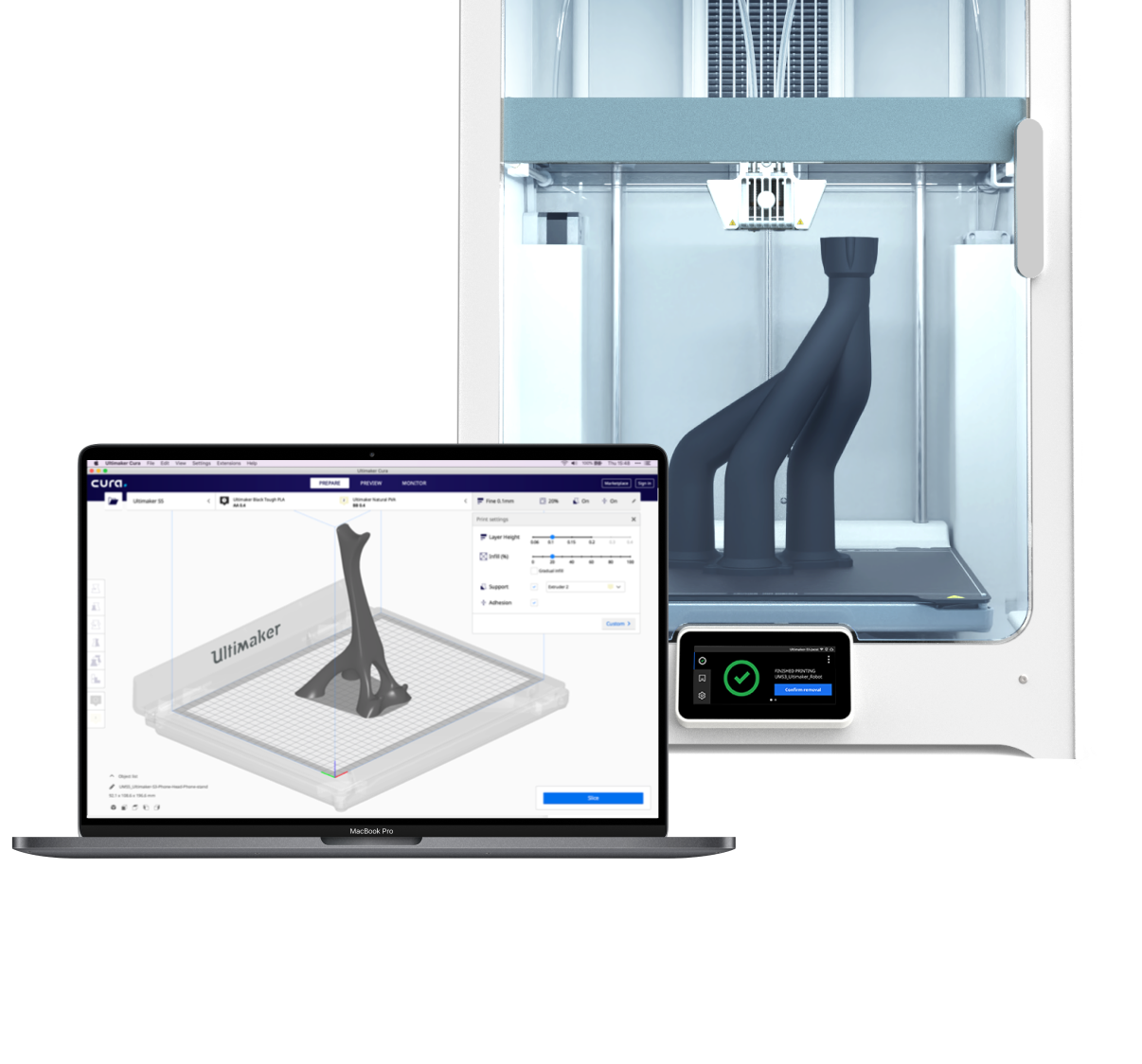
S series 3D printers
Design. Print. Repeat. Unlock high-value applications and reduce costs with our professional 3D printing ecosystem.
Learn more >