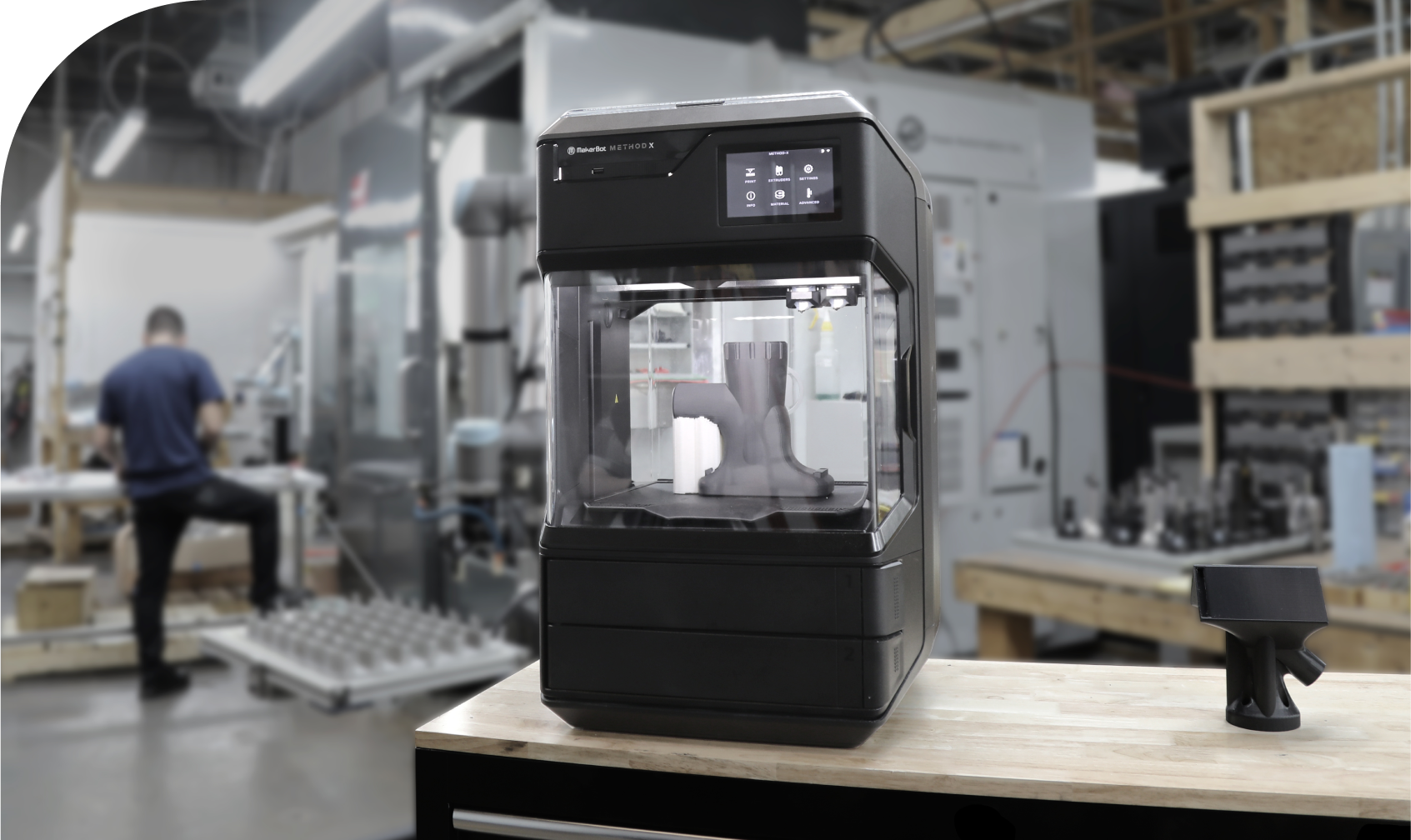









Imprimez en 3D avec facilité. Innovez sans limites.
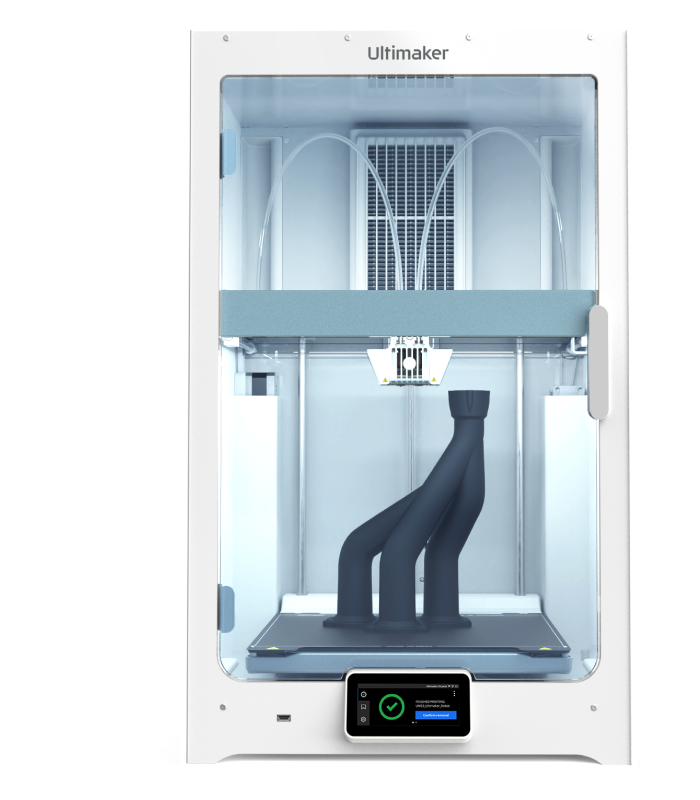
Imprimantes 3D de la série S
Conception. Impression. Répétition. Débloquez des applications à haute valeur ajoutée et réduisez les coûts avec notre écosystème professionnel d'impression 3D.