In the summer of 2020, Haenssler Group – a German company that develops and produces unique sealing solutions and complex parts from high-quality plastics and elastomers – began designing and producing a part for one of its customers. This customer was seeking a sealant with anti-electrostatic properties that could provide thermal protection between two components of a machine.
This part had to be composed of two separate components that could be easily removed and reassembled during the life cycle of the machine. Further adding to the challenge, the customer required 300 of these parts for integration within an existing production line. Production was to be done twice yearly, in small batches of 150 each, all while adhering to a precise delivery schedule.
With this in mind – and because its filaments are compatible with Haenssler Group’s Ultimaker S5 3D printer – Haenssler Group teamed up with 3D printing material manufacturer Kimya.
Removing the part from the 3D printer
3D printing with Kimya ABS-ESD
Moving forward with Kimya ABS-ESD filament
Kimya ABS-ESD filament is an engineering-grade material that proved to fulfil the necessary requirements, while being processable on desktop printers such as the Ultimaker S5.
The ABS matrix upon which the filament is based ensures adequate resistance to impact (Charpy, 10.9 KJ/m²) and heat (up to 90 °C), in combination with typical neat ABS tensile modulus and strength value (see Table 1).
Kimya ABS-ESD’s proprietary fillers and compounding technology enable ESD performance to stabilize around 10^6 ohm/sp nominal value for the 11 months following compounding. Additionally, to guarantee that the same ESD performance is preserved in the 106-109 ohm/m² range for each production batch, surface resistivity is assessed (ASTM 527 standard on 3D printed specimen) prior to each batch commercialization.
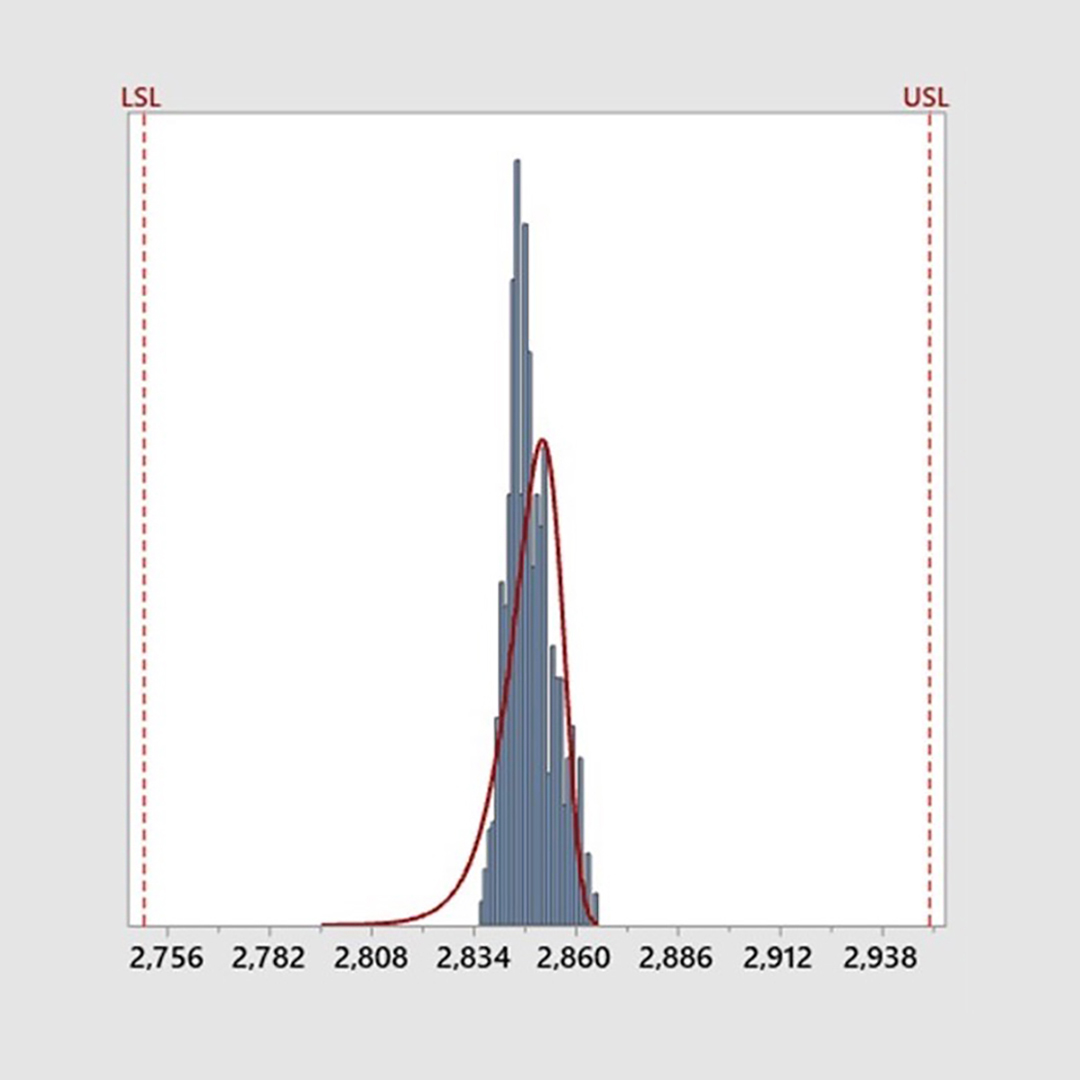
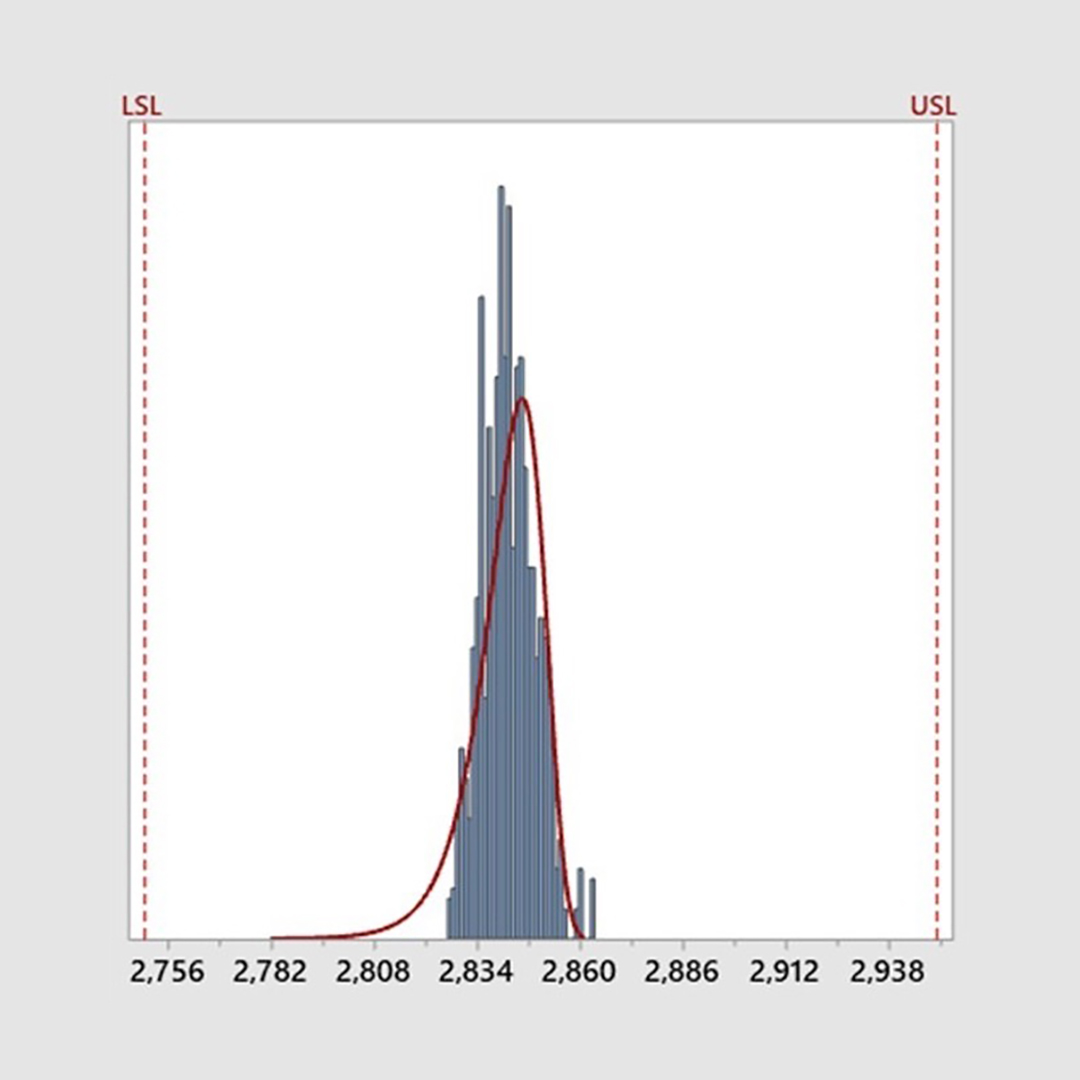
Interestingly, filament diameter is also known to have a remarkable effect on ESD behaviour reproducibility. The narrow dispersion of 2.84 mm ± 0.0062 mm (99.999936% confidence interval) in filament diameter of Kimya ABS-ESD enables flawless extrusion volumes and height layer-stacking, prior to melt solidification.
Therefore, control over filament diameter is of even higher importance when processing ESD material, as irregular surface topology and under-extrusion effects can heavily mine efficient and homogenous charge transport throughout the surface of the 3D printed part.
The electrical and mechanical properties for a Kimya ABS-ESD printed specimen are shown in the table below.
| Test method | Standards | Values |
|---|
| Surface resistivity | ASTM D257 | 107 - 109 Ohms/m² |
| Tensile modulus | ISO 527-2/5A/50 | 1,121 MPa |
| Tensile Strength | ISO 527-2/5A/50 | 24.3 MPa |
| Tensile strain at yield | ISO 527-2/5A/50 | 3.1% |
| Tensile Stress at Break | ISO 527-2/5A/50 | 19.8 MPa |
| Tensile strain at break | ISO 527 | 6.4% |
| Charpy impact resistance | ISO 179-1/1eA | 10.9 kJ/m² |
| Shore Hardness | ISO 868 | 66.7D |
A) Process capability for filament X-direction
B) Process capability for filament Y-direction. Calculations are based on he Weibull Distribution Model.
A bespoke printing profile
Kimya’s ABS-ESD filament, Haenssler Group decided, also met two essential criteria: anti-electrostatic (ESD) resistance, as well as temperature resistance for up to 90°C. Another benefit was the filament’s weight. At just 2.2 kg per reel, Haenssler Group was able to more efficiently transport and handle the material, saving the company both time and money.
With the right material in hand, Haenssler Group began the part’s design phase, optimizing its insulating properties by incorporating an internal vacuum. When printing, however, Haenssler Group observed several imperfections due to delamination marks and flow defects, which sometimes occur when printing large-format parts with complex geometries. Haenssler Group notified Kimya, requesting analysis of the problem – as well as a proposal for a solution – which came in the form of a bespoke printing profile.
"When we encountered printing defects, Kimya reacted quickly to establish a printing profile able to deliver the required level of quality. We were therefore able to produce the parts within the deadline," Dirk Olbert, a 3D Engineer at Haenssler Group, said.
Using the material’s printing profile enabled Haenssler Group to more quickly validate the final part’s properties – an overarching benefit that enables the company to readily adapt to continuously changing market demands. It also shines a spotlight on 3D printing – showing that the technology offered by affordable and reliable 3D printers, in combination with high-quality and hardware-validated materials, can increase productivity and reduce product (or service) time-to-market.
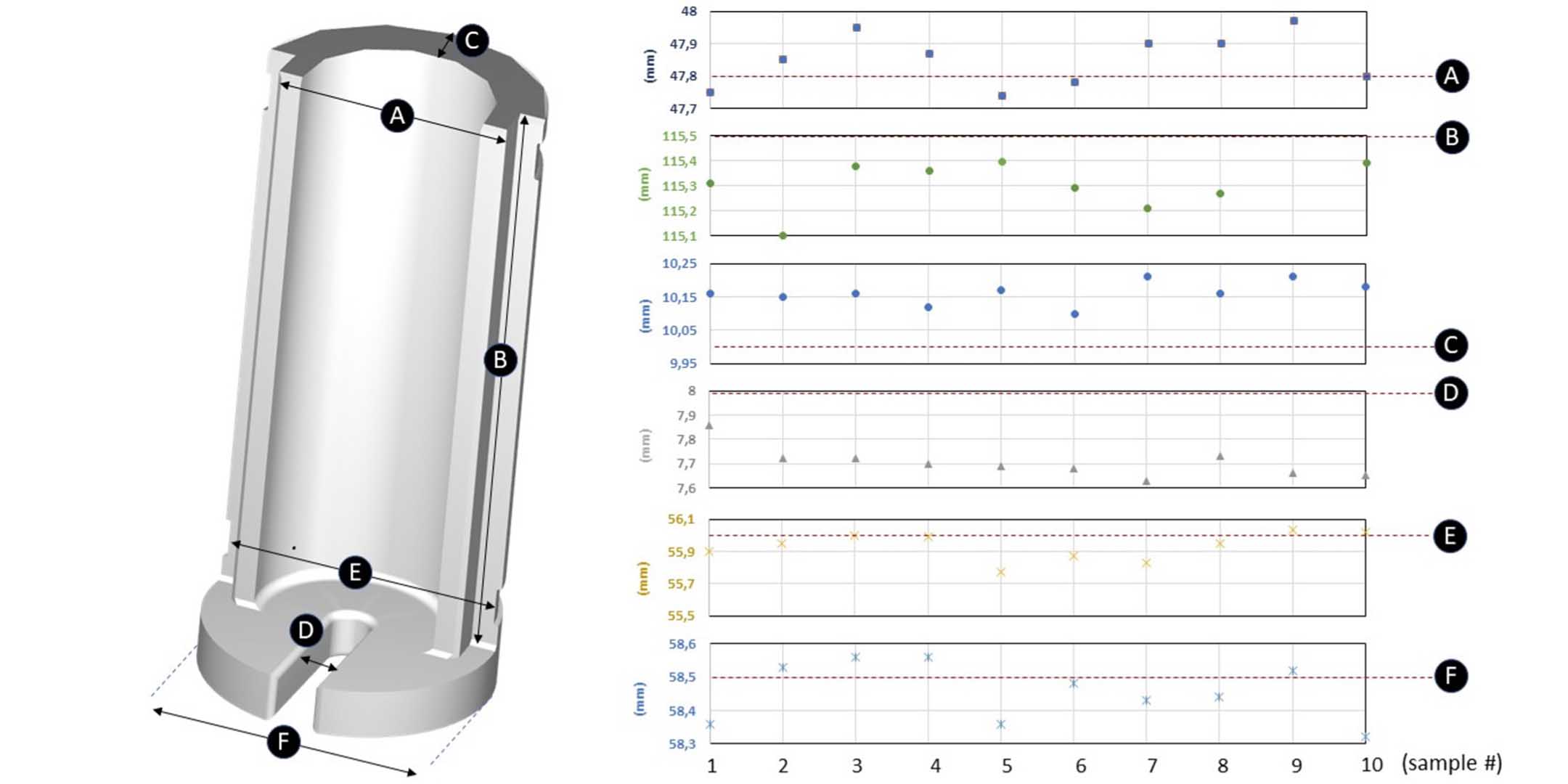
3D model of Haenssler isolator part (left), and statical analysis of the six most representative dimensions of the model for all 10 samples selected. Target dimension is highlighted with a red dotted line.
A plan to scan
ESD-safe performance is highly influenced by the presence of surface defects, which would inevitably alter the dissipation of charges. This meant Haenssler Group’s parts must be reproducible for both ESD behavior and dimensional accuracy, in addition to meeting visual and integrity requirements.
Of the 300 units produced yearly by Haenssler Group, a group of 10 specimen printed on multiple Ultimaker S5 3D printers was selected to undergo a manual dimensional analysis, by means of a caliper, of the most-representative features. The graphs below show a minimal variation (below ± 0.2 mm) from the target dimensions A,B,C,E,F and a predictable variation of -0.3 mm from the target of 8mm for dimension D. Overall, all the samples reported a good level of precision and batch-to-batch reproducibility, as shown by the negligible variations in all dimensions tested between different samples.
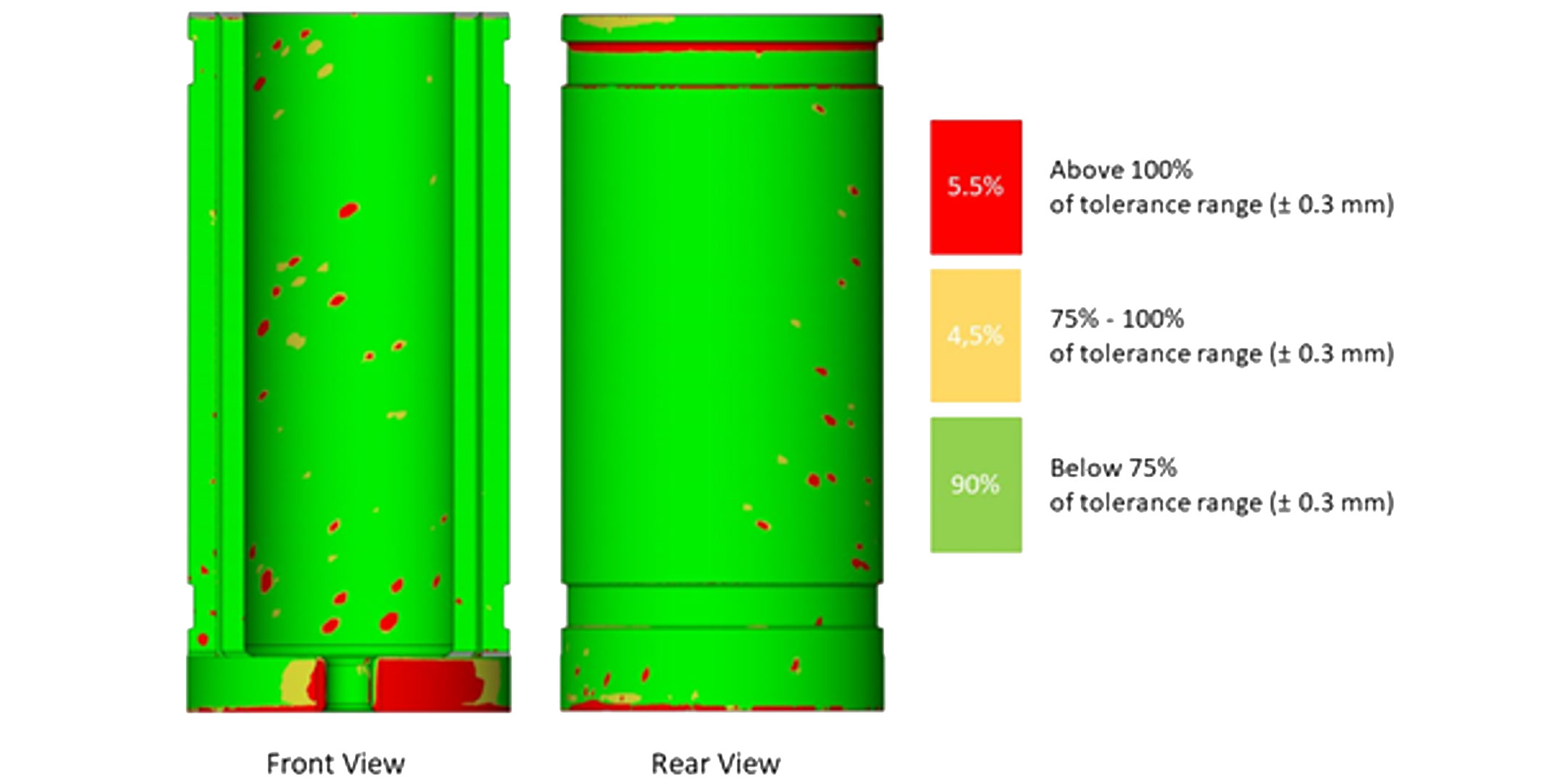
A color map showing a pass/no pass analysis of ± 0.3 mm for dimensional accuracy, made via a 3D scan of the Haenssler isolator part
To fully assess the surface quality of the whole printed object, Haenssler Group engineers performed a high-resolution 3D scanning analysis on a select number of printed parts, using a GOM Atos Core 3D scanner.
The scan generated a color map showing relative deviations between the ideal CAD model and the actual scanned part. It then generated a pass/no pass filter for dimensional accuracy, with a threshold of 0.3 mm. Red-marked areas on the map, randomly spread along the Z-direction of the cylindrical area, originated from sub-millimetric residue (deviations of more than 0.3mm). This residue was eliminated with minimal and simple post-processing using P240 sandpaper, and sufficiently removed surface defects and eliminated potential accumulation points for electrical charges.
This enabled Haenssler Group to create an ABS-ESD optimized printing profile, which, in combination with a properly calibrated Ultimaker S5, resulted in parts with acceptable tolerance limits and with little batch-to-batch dimensional variation.
Measuring a Kimya ABS-ESD 3D printed part
Partner power
As established by the topography and dimensional analysis, Kimya ABS-ESD processability on an Ultimaker S5 printer – in combination with its controlled ESD behaviour – enabled Haenssler Group to validate 3D printing as a manufacturing technique to produce medium-volume batches of isolator components. Together, Kimya, Haenssler Group, and Ultimaker – via its accurate 3D printers and open filament system – were able to develop a bespoke solution to a highly specific customer demand. Additionally, Haenssler Group reported a 60-80% reduction in material waste in cost per part when compared to traditional milling.
The project was also able to be completed in a relatively short period of time – enabling the customer to continue production without interruption.
"Our partnership with Kimya has been highly beneficial,” Adrian Heinrich, Marketing Manager at Haenssler Group, said. “Kimya’s team have demonstrated its reliability and expertise, especially given the highly challenging nature of the project. We are certain that we will collaborate further in the future, using its 3D filaments for other projects."