




産業グレードの性能。信頼性があり、再現性のある結果。

High-performance and certified materials
Over 300 materials to choose from.
From polymers to composites to metals.
Versatility and modularity, now supercharged with innovations like the UltiMaker Cheetah for up to 4x productivity. It's S5 familiarity, redefined for today's demands.

Up to 4x productivity and improved quality, powered by the new UltiMaker Cheetah motion planner.

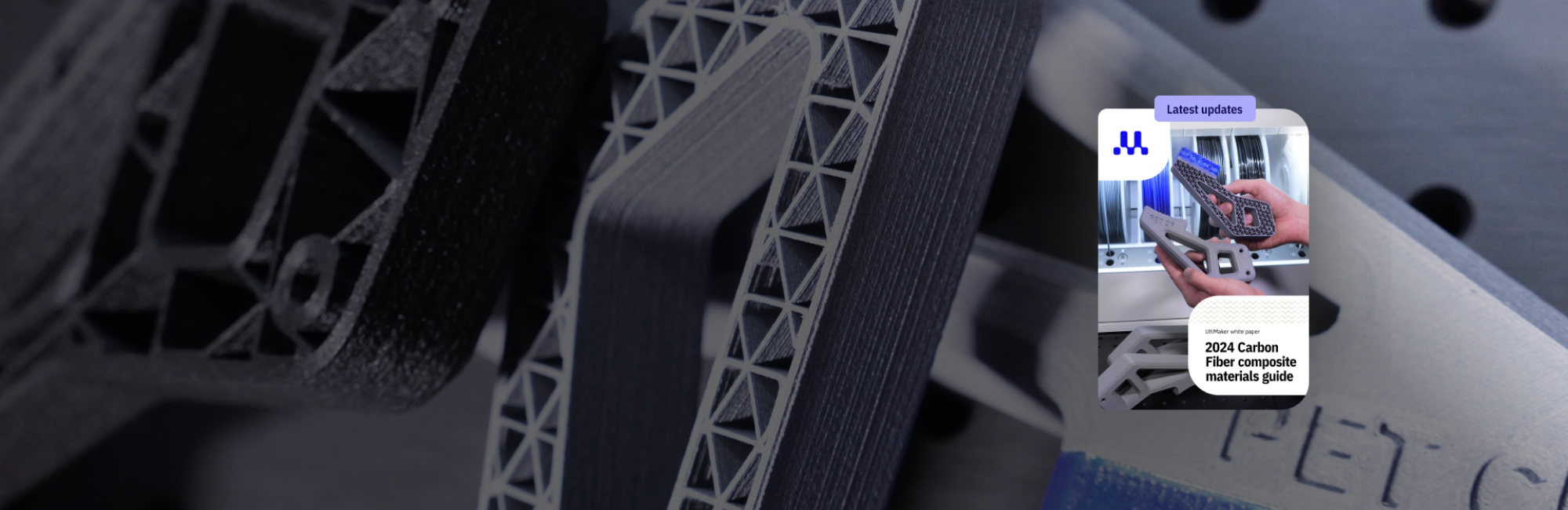
This guide has been created by UltiMaker’s 3D printing experts. It also features examples from real-life engineers, so you can learn from those already using 3D printing to reduce production time and costs.

Unlock the full potential of carbon composites with UltiMaker’s updated Carbon Composites Guide.

「S seriesの力はその多様性にあります。市場で最も幅広い材料の選択を使用して、新しい3Dプリンティングのapplicatiesを探求してください。これにより、あらゆるサイズのプロトタイピングや製造支援に最適です。彼らは2.85 mmのフィラメントを使用し、UltiMaker Curaの全能力を解き放って、あなたのワークフローを簡素化します。」

Methodシリーズは、工具や最終使用部品の高品質生産のために設計されています。能動的に加熱される造形室、ダイレクトドライブ、および堅牢な金属フレームにより、1.75 mmフィラメントを使用して、エンジニアリンググレードの材料の特定の範囲を高い再現性と寸法精度で3Dプリントすることが容易になります。
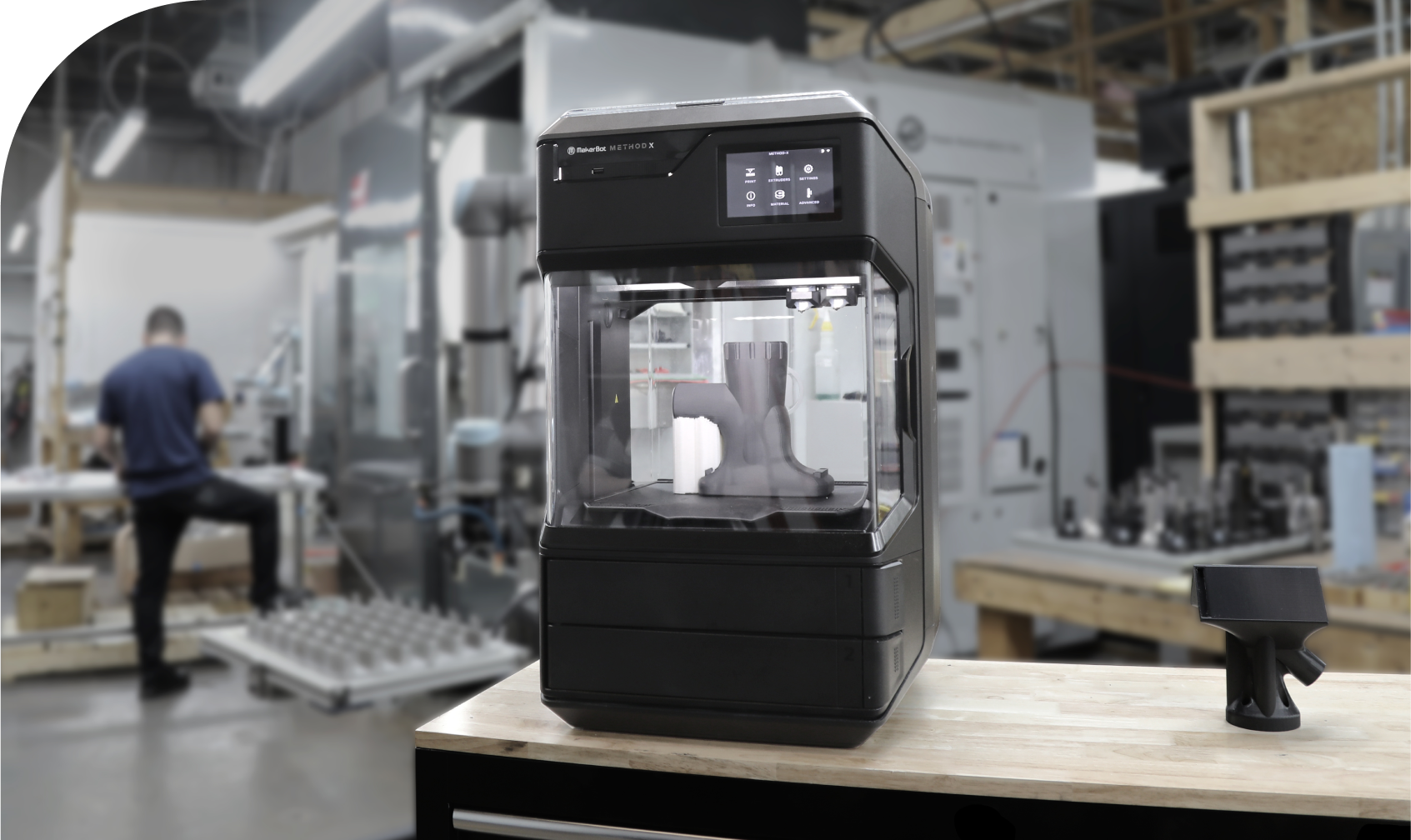
Methodシリーズは、工具や最終使用部品の高品質生産のために設計されています。能動的に加熱される造形室、ダイレクトドライブ、および堅牢な金属フレームにより、1.75 mmフィラメントを使用して、エンジニアリンググレードの材料の特定の範囲を高い再現性と寸法精度で3Dプリントすることが容易になります。.

市場で最も幅広い高品質の3Dプリンターフィラメントを選択してください。SシリーズおよびMethodシリーズの3Dプリンター用に配合されており、考えられるほぼすべてのアプリケーションに対して結果を得ることができます。
「S seriesの材料」
何百万人ものユーザーに信頼されているUltiMaker Curaは、世界で最も人気のある3Dプリンティングソフトウェアです。数回クリックするだけでプリントを準備し、より簡単なワークフローのためにCADソフトウェアと統合するか、詳細な制御のためにカスタム設定に深く潜り込むことができます。
無料でダウンロード