Introducing the Sketch Sprint and scarf seams in the Cura 5.9 stable release
Arun Chapman
11月 19, 2024
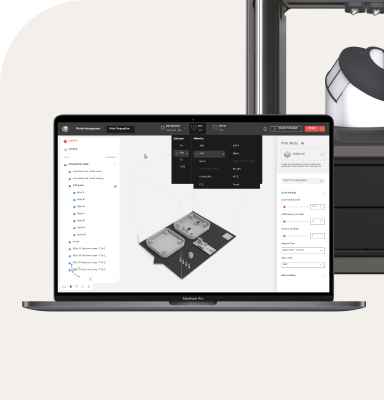
Here comes Cura 5.9 and in this stable release we have lots of material and printer profiles for UltiMaker printers, including the newly released Sketch Sprint. Additionally, scarf seams have been introduced alongside even more print settings and improvements. Check out the rest of this article to find out the details on all of that and more!
Lots of new Z seam settings including scarf seams
We have struck another blow against ugly Z seams by introducing lots of new experimental seam settings, including settings for using a scarf seam. There have also been improvements to how Z seams are aligned when using the 'Sharpest Corner' alignment option.
What is a scarf seam?
Scarf seams are a method of printing Z seams that is inspired by a type of carpentry joinery called scarf joints. A scarf joint is where you connect two pieces of wood by cutting the ends into opposing tapered angles that you can then fit together for easy gluing or fastening. You can see what that looks like in the example image below, taken from Wikipedia.
The principle behind a scarf seam is the same, except instead of cutting the filament, you create the taper ends by varying the flow rate of material through the nozzle. When first starting to print a layer, the flow rate is increased slowly in stages to make a line that is thinner at first and that gets thicker until it is the full line thickness, after which it prints at a consistent thickness until it approaches the end of the layer, at which point the process is reversed, tapering off the line so that the start and end of the layer match up. The result should be a Z seam that is less pronounced.
In this release, there are three new settings you can use for tuning your scarf seams. Each one lets you tune how aggressively you want the scarf seam to be applied. They are:
Scarf Seam Length: Determines the length of the scarf seam.
Scarf Seam Start Height: The ratio of the selected layer height after which the scarf seam will begin.
Scarf Seam Split Distance: Determines the length of each step in the flow change when extruding along the scarf seam. A smaller distance will result in a more precise but also more complex G-code.
Other seam settings
There are also more settings that have been added in this release that can be used to tune your seam, either when using scarf seams or a normal Z seam:
Outer Wall Start Speed Ratio: This is the ratio of the top speed to start with when printing an outer wall.
Outer Wall (start) Acceleration: This is the acceleration with which to reach the top speed when printing an outer wall
Outer Wall End Speed Ratio: This is the ratio of the top speed to end with when printing an outer wall.
Outer Wall (end) Deceleration: This is the deceleration with which to end printing an outer wall.
Outer Wall Speed Split Distance: This is the maximum length of an extrusion path when splitting a longer path to apply the outer wall acceleration/deceleration. A smaller distance will create a more precise but also more verbose G-Code
The above settings are all experimental. We have seen great results using them so far and we hope to make improvements to them based on further testing, as well as feedback from our users!
Lot of printer and material profiles including the new Sketch Print
The new lightning-fast MakerBot Sketch Sprint has been released and is now supported inside of Cura along with profiles for the Sketch and Sketch Large printers. Material profiles have also been added for the Method series materials PETG and Tough PLA as well as new material profiles for the Labs extruder. The existing profiles for ABS and CF 12 have also been updated.
Note: We are very happy with the performance of the Sketch Sprint profiles. However, the Sprint prints so fast that some users have experienced issues with overhangs that do not print as cleanly as they would like. If you find this yourself, you can increase the 'Minimum Layer Time' setting to give the overhangs more time to cool. If the issue persists then use supports to support any overhangs that are giving you trouble. We are always making improvements to our printer profiles and we expect that overhangs will only get better over time!
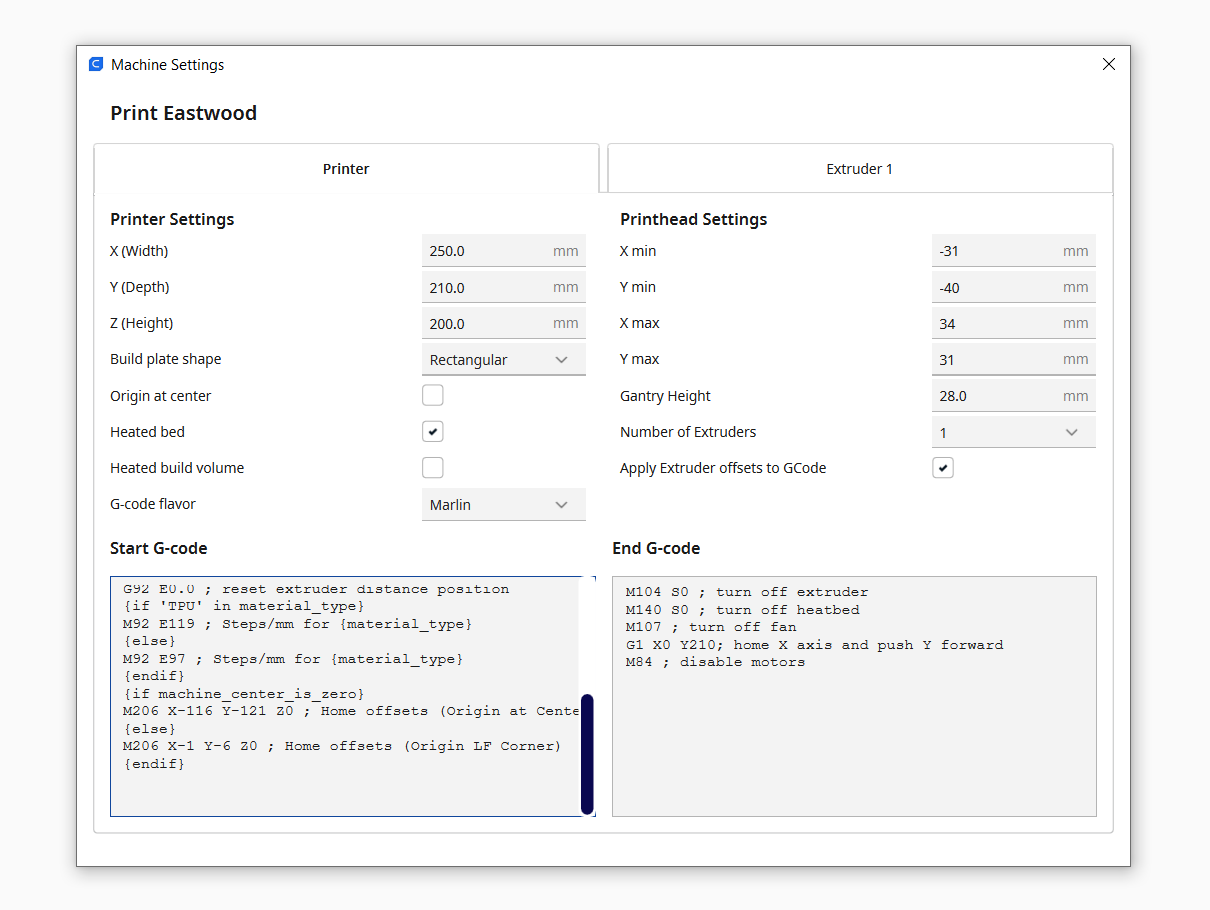
You can now use conditional statements in start and end G-code
The start and end G-code for both printers and extruders will now accept and run conditional statements such as If/Else statements. This makes it possible to set up much more complex printer automation that responds to things such as the status of your printer or user input.
You can edit your start and end G-code in your machine settings inside of Cura. Access them by selecting your active printer and then going to Preferences > Configure Cura... > Printers > Machine Settings.
In your machine settings, you will find tabs for your printer and extruders. At the bottom of each tab are two text entry boxes, one for the start G-code that will run before your print and one for the end G-code that will run after. For more information on how to use start and end G-code, check out our wiki on the subject. Note that some printers have custom G-Code set up by the manufacturers, with custom commands that may be necessary. Remove them only if you know what they are used for.
Easier printing over low infill percentages
One of the major disadvantages of using a low infill percentage is that it can lead to blobs, pillowing, or tearing on the first layers above the infill. Since printing parts that use less material and are therefore weaker is more common with prints that are meant to be ornamental, as opposed to functional, that can be frustrating. Luckily, we have included a setting in this release that can reduce this downside.
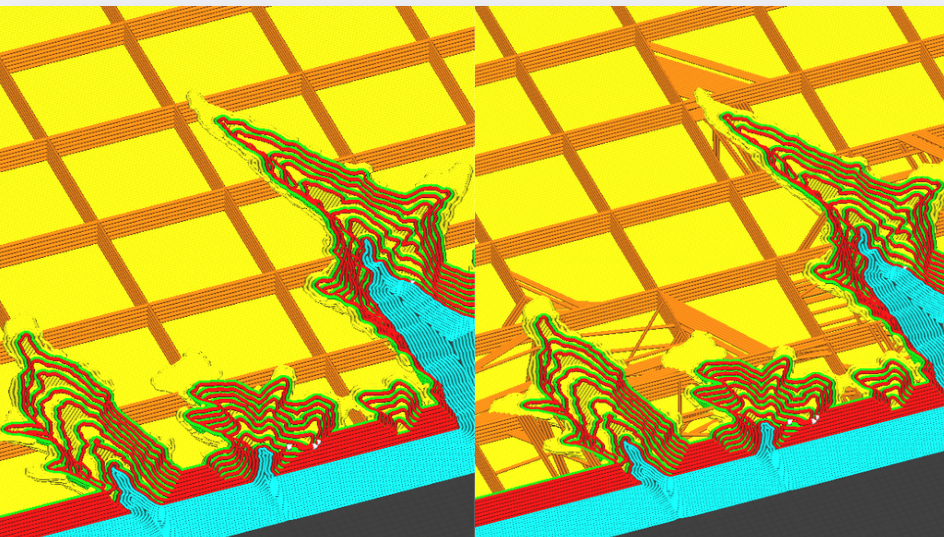
The new “Extra Infill Lines To Support Skins” setting was contributed by the Cura community member Hello1024 alongside some other related improvements. When enabled, the new setting adds extra lines into the infill pattern to support the skin layers above.
In the image above, the left print preview does not have the new setting applied while the right does.
Note that this setting is not needed when lightning infill is enabled as lighting infill is already designed to give extra support to the skin layers.
Additional improvements
The following improvements have also been implemented in the Cura 5.9 stable release:
Time Lapse Post Processing script and Insert at Layer Change post-processing scripts have both been expanded to make it easier to capture a time-lapse, contributed by @GregValiant
Introduced an error message that informs when a file is too big to slice
Made it possible for multiple engine plugins that are registered to the same slot to be used together. (Only for Modify plugins, and Plugins will be addressed alphabetically)
Introduced an Anycolor option for the UltiMaker S and F series enabling you to print with any UltiMaker color loaded into the material station that is compatible with the printjobs. Note that it’s only compatible with the latest version of the firmware (for Factor 4 >=10.1 and for S-series >=9.0)
Significant UI speed improvements interacting with custom settings especially if your printer has multiple extruders
Download this latest release to start discovering new 3D printing possibilities right now. And please, go to the UltiMaker community site to give us your feedback.








{kind=link}