The learning curve associated with 3D printing can produce a lot of 3D printed waste. It's time to start exploring and thinking about more sustainable options.
I generally sort my recycling, break down my cardboard boxes, and once a year send a box of failed prints and small pieces of PLA to filabot for recycling, but it wasn’t until visiting Hong Kong last fall and seeing so many people in so little space that the necessity of recycling became an imperative instead of just a nice habit.
While I strongly believe in the design process and I know that 3D printing is more sustainable than sending prototypes back and forth between designer and manufacturer, there can be waste created, not through the process of iteration, but when 3D printer users are less careful when designing or setting up a print. What can I tell teachers who live on an island alongside millions of people that they might be creating plastic pieces that will end up in the waste bin during the learning experience? As a matter of fact, while I don't have a hard time advocating for iteration, I do have issues with not sharing with students common pitfalls that could be avoided. There must be some way to participate in the design process while letting students learn first hand what they shouldn't do, and still be environmentally responsible. One way to deal with the issue is up-cycling. The Digital Harbor Foundation in Baltimore gives unwanted prints a new life by using them as material for new sculptures:
Up-cycling is great, but it may not be for everyone. What I realized, is that the time had finally come for me to explore alternatives to the standard PLA filaments I've been using up until now.
Ultimaker produces wonderful filaments — PLA, PVA, ABS, TPU 95A, Nylon and CPE — and Ultimaker has optimized the settings in Cura for Ultimaker materials. But one of the best features about an Ultimaker 3D printer is its open filament system. Since you can adjust such 3D printing settings as the nozzle temperature and diameter, the build plate temperature, material retraction, fan speed, and more, you can use a huge variety of filaments. It is the Ultimaker 2+ ability to use different filaments that encouraged me to explore the filaments from companies that are thinking about the environmental impact of 3D printing.
When visiting the West Island School in Hong Kong, Dave Hopley, the Head of Post 16 Design Technology and an advocate of sustainability, shared a few resources with me on the Circular Economy . A Circular Economy is an idea of making optimum use of resources in order to avoid waste. Dave also directed my attention to Reflow, a company from the Netherlands working on creating filament out of collected PET bottles. Inspired by his enthusiasm, I continued researching on my own and found Dave Hakkens’ Precious Plastic project, Refil which makes ABS filament from car dashboards and PET filament from old PET bottles, Bioinspiration’s WillowFlex from Germany, a compostable flexible filament, 3D Printlife's Enviro™ ABS, ALGIX’s 3D ALGA™ filament made from nuisance algae, or algae blooms, and 3D Fuel’s collection of recycled and sustainable products: Wound Up™ – filament derived from coffee waste byproducts, Buzzed — a filament made of byproducts from the beer making process, and Entwined — filament made with USA-grown and processed industrial hemp.
While still in Hong Kong, I ordered spools of ALGIX 3D ALGA™ and the series of filaments from 3D Fuel so that they would be waiting for me when I returned to New York. I also ordered a spool of WillowFlex, as they do not have a US distributor. Mind you, it was not lost on me how any gains made through production or the recycling of WillowFlex would soon be negated by the impact of shipping the filament from Europe to the US, but I was curious about the material. I also wrote to Refil to find out if their recycled PET filaments which can be shipped throughout Europe, could be obtained in the states. Unfortunately, I never received an answer from them. I also ordered a spool of 3D Printlife's Enviro ABS which the website claims has been specially formulated to be consumed by bacteria once it enters a landfill.
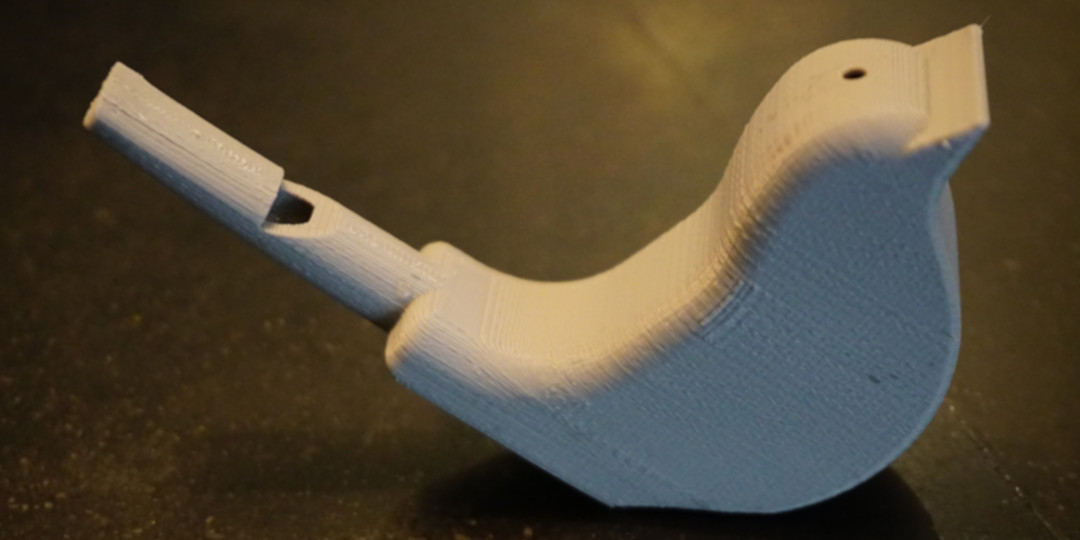
To experiment with the different plastics I selected two types of models: a delicate model and solid one that was meant to hold water for a brief period of time. The idea was to put each filament to the test and compare the results. For the delicate print I selected Jon Hodgins’s derivative of Misha Tikh’s Nautilus Gears. For the solid model I chose one of Adam Stager’s Chirping Bird Whistle.
I started with ALGIX’s Primordial Red 3D ALGA. The website recommended printing with a temperature between 175-190 °C. Unfortunately, I was not able to print on the Ultimaker 2+ with a 0.4 mm nozzle using the temperatures on the lower or higher end of the spectrum. It was not until I raised the temperature to 210 °C, that I was able to print both models, but both suffered from stringiness, indicating that the temperature was indeed too high. When I lowered the temperature to 205 °C, I was not able to print at all with the Primordial Red. In addition to not being able to print, my nozzle became clogged.
ALGIX Primordial red gears
I had more luck with ALGIX’s Agave Blue 3D ALGA. The Ultimaker 2+ produced beautiful objects when I printed with a nozzle temperature of 205 °C and a build plate temperature of 50 °C.
The ALGA™ filament is made from nuisance algae, thus helping keep ecology in balance through remediation. The remainder of the filament is made from PLA, a nontoxic resin made of lactic acid derived from plant sugars. I found the finish is a bit rough, but that adds a natural quality to the final product. Most remarkable about the printing process is the smell. The ALGIX filament has a very distinctive odor when heated:
ALGIX agave blue nautilus gears
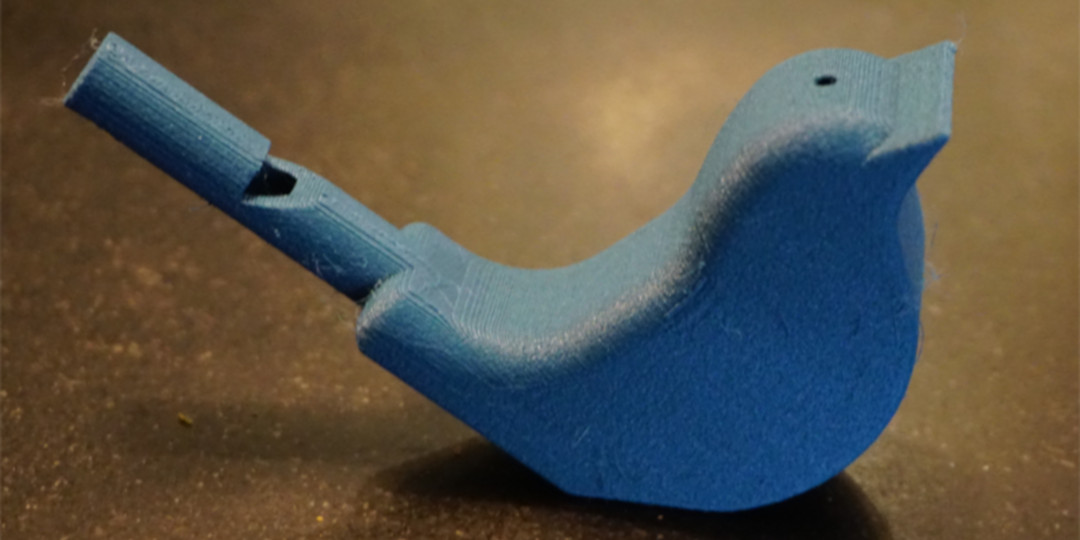
ALGIX agave blue bird whistle
Wound Up™, Buzzed, and Entwined, 3D Fuel’s filaments made from waste products and industrial hemp, all printed well. I printed Wound Up™ and Entwined at a nozzle temperature of 210 °C and set the bed at 60 °C. For Buzzed, I set the nozzle to 205 °C and the bed at 45 °C. Each of these filaments produced an interesting surface, where you're able to see the materials that have been mixed in with the PLA.
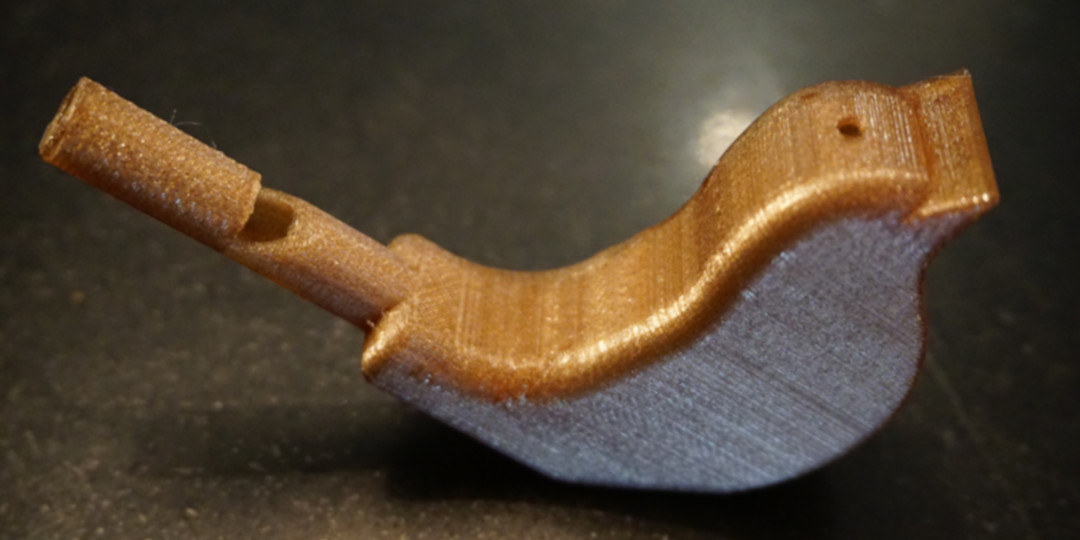
Wound Up™ is made using waste byproducts from coffee and produces a filament with a rich brown color and a noticeable natural grain. A little bit of stringiness was detected, but this could be easily removed:
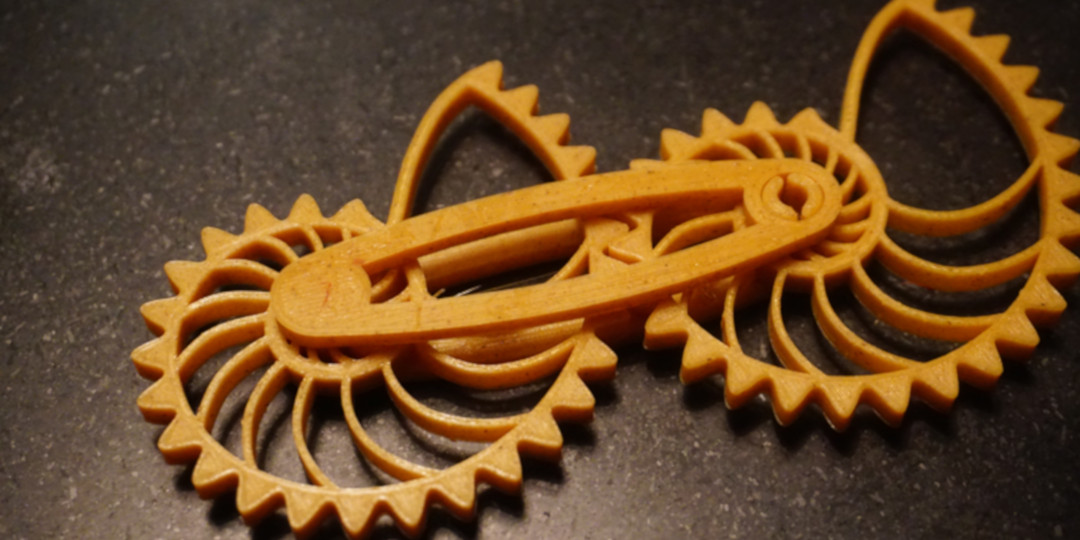
Buzzed is made with waste byproducts from the beer making process. This filament has a rich golden color, and while I noticed a bit of stringiness, it was also easily removed:
Entwined is produced from USA-grown and processed industrial hemp, which requires no herbicides or pesticides, and grows more densely than corn. No dyes are used when producing this filament, and the natural brown seems to have an iridescent quality to it:
While I haven't printed with ABS in some time, I was willing to experience the less pleasant smell in order to try out 3D Printlife's Enviro ABS. I selected the Pantone Cool Gray 7C and used Ultimaker's default ABS settings. The Nautilus gears printed beautifully, and I was mostly successful with the whistle—it holds water and makes a lovely sound, but the mouthpiece was not as rounded as it should have been.
3D Printlife's nautilus gears
The filament I was most excited about using because it was actually compostable proved the most difficult to work with, I initially had no luck with the WillowFlex on the Ultimaker 2+ even after adhering to their recommendations for Bowden-extruders on their website:
Cheat sheet:
Maximum Active Cooling above 2nd layer
Retract at 100 mm/s
Retract to the filament outside of the suspension area + 2 mm
Soft pressure between the feed and the back-pressure gears
Consistent print speed (inner/outer/cover/infill)
Print speed between 30 – 50 mm/s
Minimum of 10s per layer print-time
Basic advice: Get a good active cooling system for your printer and cool as much as possible beginning with the second layer.
Everything stands and falls with the retraction: retract deeply and quickly to prevent oozing. A retraction rate of 100 mm/s should work.
You will also need find the maximum retraction distance: retract until the suspension of the Filament is hidden in the hose, and then and 2 mm further. We tested on the NBEO printer and the depth was 6.8 mm.
Don’t squeeze the filament!cWillowFlex offers a very good grip on the feed wheel. So you can adjust the pressure of the gears to be very gentle.
Print with constant speed (inner/ outer cover & infill). We got the best results with 30 – 50mm/s.
We recommend a minimum print time of 10 seconds per layer.
Still in doubt, I consulted Ultimaker's Forum. Ultimaker Community member Neotko had successfully used WillowFlex on his Ultimaker by adding a bondtech feeder printing with 1.75mm filament. Another community member, antonverburg, created a feeder modification that can be found on YouMagine that allows one to print with other flexible materials. For more information about printing with flexible filaments I consulted Tips For Best Results with Flexible Filaments. I also spoke with Steffen Rosenlechner, a graduate student studying sustainable management and a Bioinspiration part-time employee. During our conversation, he told me that a non-flexible WillowFlex was part of the company’s future plans. But in the meantime, I was still determined.
One solution I came up with was changing my Bowden tube to a PTFE Bowden tube, slowing print time to 50 mm/s, setting the nozzle temperature to 200 °C and the bed to 40 °C. My results were decent, but I still felt I could do better:
WillowFlex nautilus gears
Determined to get the best results possible, I ordered a Flex3Drive extruder and a replacement stepper motor, the Nema 17 Bipolar Stepper 2.8V 1.68A 36Ncm(51oz.in) 17HS15-1684S. When installed I will write about the results.
All the bird whistles I printed could hold water, at least long enough to use the whistles. I left all of the whistles overnight with water. The 3D Fuels prints all leaked, but the WillowFex, 3D Printlife, and ALGIX Blue Agave whistles continued to hold water over time.
Desktop 3D printing is a relatively new field, so it is not surprising that there are currently not more products available that address sustainability. But the companies that produce the filaments I tested are thinking about the issues. Whether they are thinking about production, or thinking about the life cycle of plastic, they are helping to start the conversation.
It is my hope that as more consumers demand responsibly produced products that are sustainable, companies will have to comply. In the meantime, if you would like to become part of a 3D printing sustainability study group, click on the button below: