

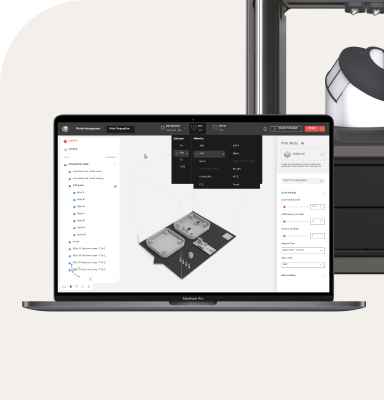









The fastest desktop dual material professional 3D printer made in Europe.
UltiMaker S8
Unlock new levels of efficiency with the new UltiMaker Cheetah motion planner, redesigned high flor print cores, built in accelerometer, new feeder system and improved firmware
Learn more >





